 MACHINE SETTINGS
MACHINE SETTINGS
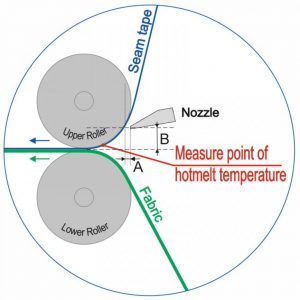
Distance between nozzle and sealing tape – A [mm]
Distance between nozzle and sealing tape – B [mm]
Nozzle Temperature [Deg C]
Nozzle Air Flow [kgf/cm2]
Upper Heated Roller (if Applicable) [Deg C]
Upper Roller Pressure [kgf/cm2]
Machine roller speed [m/min]
Nozzle Size 22mm for 20mm tapes
Nozzle Size 26mm for 20-22mm tapes
Nozzle Position A
- Position A will affect the actual temperature of the hot melt. Basically as the distance of A is reduced the temperature of the hot melt layer of the seam tape will rise and will become more viscous and will be more advantageous to adhesion to the garment fabric.
- For 1 layer and 2 layer tapes we recommend a basic starting position of 2mm as the tape may burn and may touch the nozzle in addition the tapes are less viscous.
- For 3 layer tapes we recommend a basic starting position of 1mm due to the need to achieve a high viscosity of the hot melt to secure a waterproof seam and allow full penetration of the knit of the garment fabric.
Nozzle Position B
- Position B will affect fabric damage by scorching by hot air from the nozzle. If the distance of B is set at the correct height fabric damage will be eliminated and will give a very esthetical and advantageous finish after sealing.
- Changing position B will also affect the actual temperature of the hot melt due to the nozzle air angle in relation to the tape. As this distance of B is increased the nozzle air becomes closer to a right angle and thus increases the temperature of the hot melt.
- For 1 layer and 2 layer tapes we recommend a basic starting position of 5mm with a shorter distance you will also pre-heat the fabric and increase the bonding and adhering strength of the tape.
- For 3 layer tapes we recommend a basic starting position of 10mm to help prevent the lining fabric being damaged from the heat of the air from the nozzle.
Nozzle Air Temperature
- This will largely affect the activation of the hot melt layer of the tape.
- It is the easiest and most common factor in adjusting the adhering properties of the seam tape.
- The hot melt temperature also known as the adhering temperature is = to the sum of the nozzle temperature and the Nozzle air flow.
- For 1-layer and 2 layer tapes we recommend a basic starting position of 400 Deg C. although this starting temperature can be increased or decreased along with the air nozzle air flow.
- For 3 layer tapes we recommend a basic starting position of 550 Deg C again the starting temperature can be increased or decreased along with the air nozzle air flow.
Nozzle Air Flow
- The air flow will affect the actual temperature of the hot melt.
- The sum combination of the Nozzle Air Temperature and the Nozzle air flow = the ideal and most suitable required adhering conditions example. You can vary the conditions respectively by setting the nozzle temperature higher and the air flow lower or visa /versa.
- For 1 layer and 2 layer tapes we recommend a starting position of 0.6kgf/cm2.
- For 3 layer tapes we recommend a starting position of 1.2kgf/cm2.
Roller Temperature (if Applicable)
- Some machines are fitted with a heated upper roller again a heated will affect the temperature of the hot melt.
- It can be an increasing factor to have a roller fitted that can be adjusted in order to upgrade the adhesion at the start point of the seam taping process.
- We recommend a basic starting position below 80 Deg c for 2 layer tapes and below 130 Deg C for 3 layer tapes.
Upper Roller Pressure
- Sufficient pressure is required to give complete adhesion of seam sealing tapes.
- The amount of pressure will affect the outer appearance after adhesion such as puckering and ridging on the outer surface of the fabric surface.
- In a laboratory condition we can recommend a 5.0kgf/cm2 to give the optimum adhesiveness and waterproof ness.
- Factories and production hoever may opt to reduce the pressure to 2.0kgf/cm2 to give a better outer appearance after sealing.
- It must be noted that you must not reduce the toller pressure too much as it will lead to a water leak due to poor adhesion especially at the cross over points of the seam sealing tapes.
Machine Roller Speed
- The machine roller speed will affect the whole sealing process and adhering conditions. For example water pressure resistance, peel-off strength, outer fabric appearance such as puckering etc.
- Manufacturing productivity usually drives this setting but it is essential to discuss the productivity target before deciding any of the above machine settings.
- We would recommend a basic starting position for 1 and 2 layer tape 4-5m/min and 3 layer tapes at 3m/min.